
Posts
1/4 inch steel plate set!
Since American steel suppliers only think in odd fractions, there is now a 1/4” version of the steel plate set. There is also a matching set of spacers, all of which can be downloaded from Github.
Cindymill with laser cut steel plates!
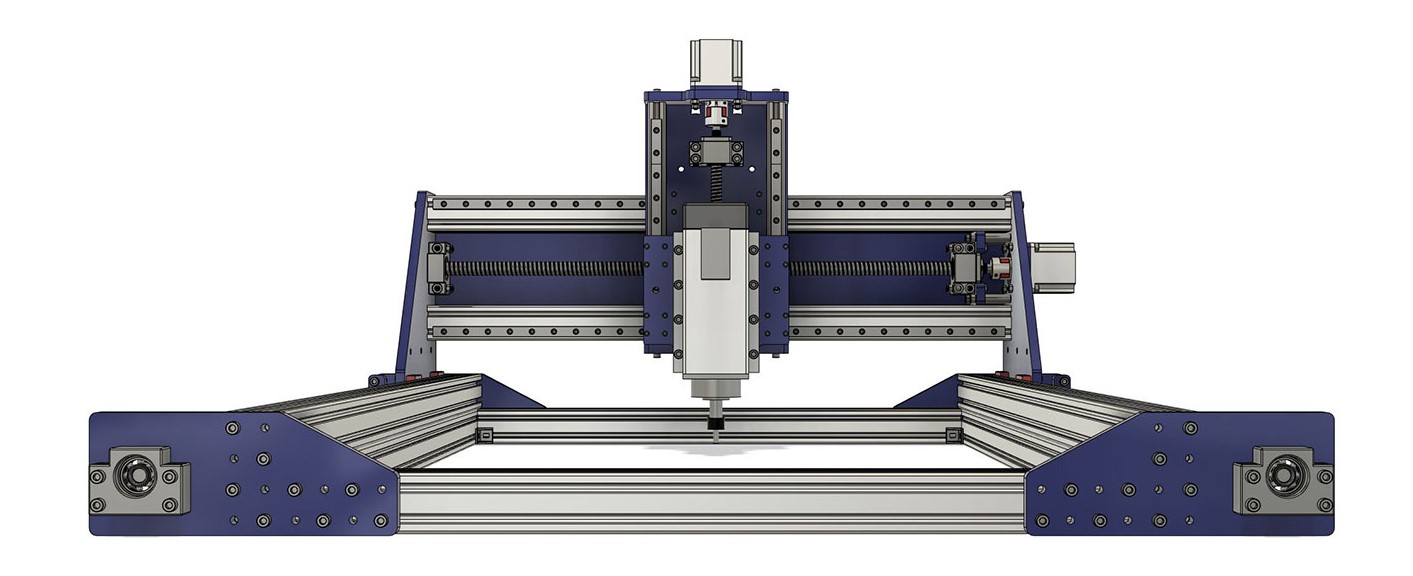
I love the RepRap concept of building machines which can replicate themselves. The Cindymill is designed with this idea in mind: if you already have built one you can manufacture the needed aluminum plates for the next Cindymill. However, lately I’ve had a lot of inquiries from people who don’t have access to a CNC milling machine to have their plates milled. And since milling is an expensive manufacturing method, ordering from a commercial supplier can be quite costly. So now there is a redesigned version of the Cindymill with laser cut steel plates!
Accessories section added!
I added a new section with accessories for the Cindymill: limit switches, cable chains, and a vacuum cleaner holder so far. All files can be downloaded (in stl and step format) from Github. Take a look around!
Gallery added!
I added a gallery with a (growing) collection of Cindymill related images: assembly process, tools, parts, measurements, failures and successes. Feel free to take a look around!
Speeds and Feeds - How to calculate Milling Parameters for Hobby Machines
Successful milling depends on a large number of factors. However, if you pay attention to a few things and operate a suitable milling cutter with the correct feed rate and spindle speed, then you are already doing a lot of things right. This way you will get good results quickly and avoid frustration and local fires.
Rigidity Comparison: Indymill vs. Cindymill (and why you need a back plate)
The Cindymill was born as an upgrade from an Indymill. One of the main reasons to redesign my machine was the lack of rigidity in the indymill, which became really obvious when I started to mill aluminum. So, if you have been thinking of upgrading your Indymill to a Cindymill, then you might be interested in how much the Cindymill is stiffer than the Indymill.
Welcome!
This is the home of Cindymill, an open source CNC milling machine. The website is still under construction and I will frequently add content. If something doesn’t work feel free to send me a message.